Development Of Process Control In Sheet Metal Forming

Sheet Forming Process An Overview Sciencedirect Topics

Development Of Sheet Metal Corner Bend Conditions In Radan Software Http Www Vandf Co Uk Software Radan Software List Metalla Metalloobrabotka Mebel

A Review On Plastic Behavior Of Polymer Sheets And Forming Process Juniper Publishers Polymer Science Science Polymer

Sheet Metal Forming An Overview Sciencedirect Topics

Sheet Metal Calculators Sheet Metal Sheet Metal Work Metal Bending
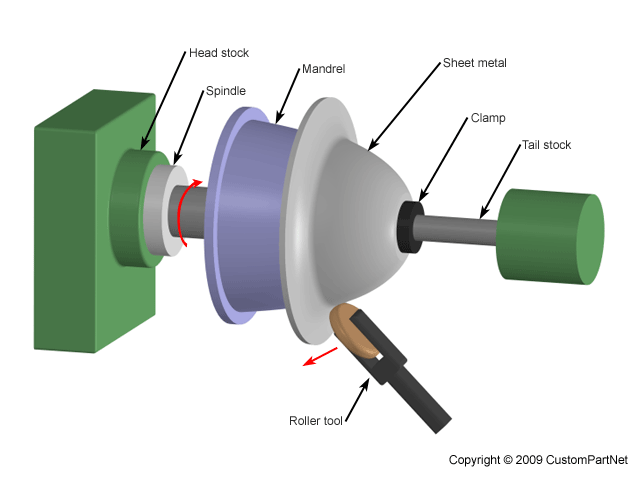
Sheet Metal Forming

Problems of part quality in the sheet metal forming process.
Development of process control in sheet metal forming.

A Leading Manufacturer Of Sheet Metal Working Machines Has Standardized On Ac Drives From Control Techniques Metal Working Machines Metal Forming Metal Working

Shenchong Hydraulic Guillotine Shearmachine Qc11k With Pneumatic Sheet Support Device E21s Control System For The Sheet Metal Production Line Max Plate Thi

Automatic Electrical Box Roll Forming Machine For Forming Power Distribution Panel Production Machine Metal Box Light Architecture Hydraulic Systems
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Electrochemical Machining Principle Working Advantages Limitations Applications Mechanical Engineering Engineering Machining Process

Cnc Machining Cncmachining Most Of The Customers Will Choose Cnc Processing Technology To Produce Low Volume Production B Cnc Machine Machining Process Cnc

What Is This Electric Box Electronic Box Production Line In 2020 Electric Box Hydraulic Systems Making Machine

Roll Forming Line Light Architecture Metal Box Roll Forming

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication

Power Distribution Panel Eletrical Enclosure Roll Forming Machine Metal Box Electrical Cabinet Galvanized Sheet

Closed Loop Control Of Product Properties In Metal Forming A Review And Prospectus Sciencedirect

We Combine Our Vast Knowledge Of Design And Manufacture With The Most Up To Date Technology Of Presswork And Toolmaking This Plant List Knowledge Infographic

A Review On Forming Techniques For Manufacturing Lightweight Complex Shaped Aluminium Panel Components Sciencedirect

Cost Estimating Sheet Metal Manufacturing And Fabricated Parts And Products Generally Consists Metal Manufacturing Construction Estimating Software Sheet Metal

Deep Drawing An Overview Sciencedirect Topics

Cnc Panel Bending Sheet Metal Sheet Metal Work

How To Make A Cone On A Press Brake Metal Working Press Brake Sheet Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq3625d Np 1fbdehs Jr86i28ep6xsgeuh2f869 Doifmjod5 Usqp Cau

Profane Metal Working Tips Get More Info Metal Panels Metal Sheet Design

7 Increasing Joint Strength 2 Gif 595 331 Sheet Metal Metal Workshop Metal Working

Slice Forming Machine In 2020 Making Machine Machine Welding Machine
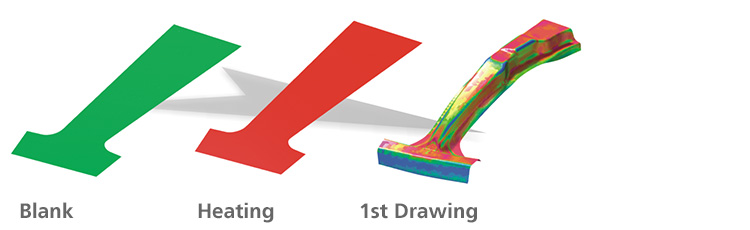
Hot Forming Temperature And Time Dependent Process

Automated Sheet Metal Panel Bending Sheet Metal Sheet Metal Fabrication Sheet Metal Work

Industrial Integration Solutions Is Solution For Systems Maintenance And Troubleshooting For Simple Fast And Convenient Manufacturing Industrial Robots Metal Forming

Slice Forming Machine In 2020 Ultrasonic Welding Machine Mask Film

11 Steps Of Investment Casting Process Lost Wax Investment Casting Foundry Investment Casting It Cast Investing

Pin On Find A Trustworthy Metal Materials Developer To Care For Your Project Needs

Automated Sheet Metal Panel Bending Sheet Metal Bending Manufacturers Dalsin Industries Inc Sheet Metal Fabrication Metal Sheet Design Sheet Metal

Mask Film Machine In 2020 Mask Film Making Machine Ultrasonic Welding

Metal Forming Application Livermore Software Technology Corp

Chapter 4 Iso Symbols Hydraulics Pneumatics Hydraulic Systems Electrical Diagram Symbols

Pin On How Adjustment The Stud And Track Keel Roll Forming Machine

Aluminum Aircraft Stringer Rivit Sheet Google Search Aircraft Structure Aircraft Aircraft Maintenance Manual

Process And Instrumentation Drawing Software Drawing Software Piping And Instrumentation Diagram Process Control

What Is Metal Stamping Metal Stamping Metal Stamp

Pin By Raymond Tracy On My Equipment Forging Tools Welding And Fabrication Metal Fabrication

Cnc Machining Is A Process That Is Widely Used In The Manufacturing Sector Which Requires The Use Of Computers To Control Mac Cnc Machine Cnc Rapid Prototyping

Multimedia Signal Box Roll Forming Machine Roll Forming Electric Box Electrical Cabinet

Planishing Hammer Plans Published By Desert Hybrids Precision Engineered Products These Garazh Masterskaya Instrument Zhelezo

What Is Roll Forming Machine In 2020 Roll Forming Cable Tray Steel Cabinet

Home Made Tools And Equipment Metal Working Tools Homemade Tools Metal Fabrication Tools
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrdsmtqocknpehkoznxrs5sdj Kmyozagyn3bbbqfoqxrvuq42y Usqp Cau
Source : pinterest.com
