Flat Surface Between Two Bends In Sheet Metal

Sheet Metal Flat Pattern Calculator Smlease Design

Layout And Forming Part One

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

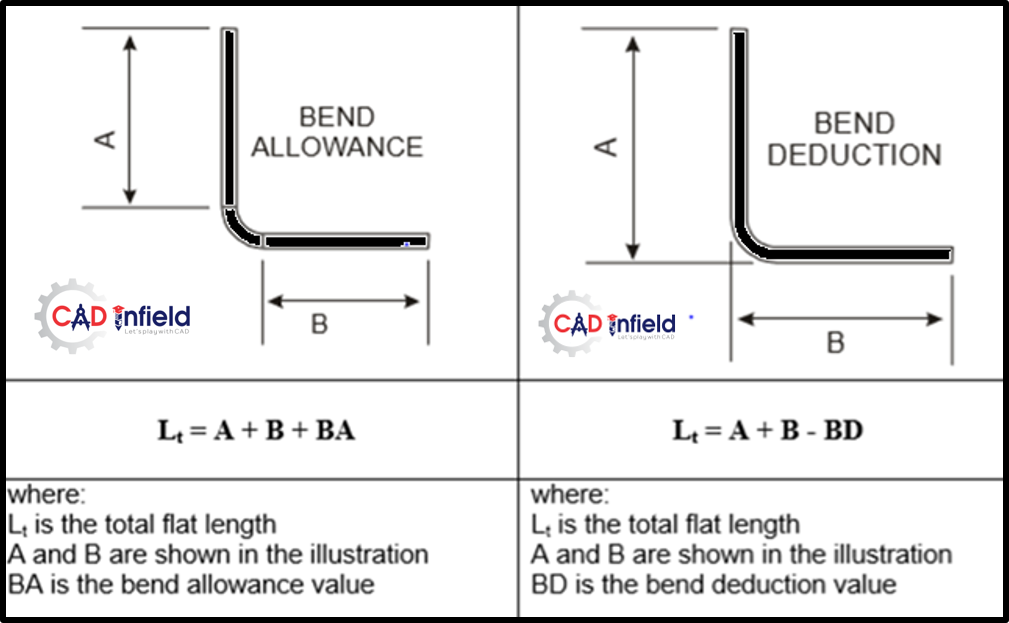
Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work
Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

The average hack requires at least one angled metal part and the best tool to make one is still the good ol press brake.
Flat surface between two bends in sheet metal.

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Display Sheet Metal Bend Notes 1 Create A New Drawing View By Inserting The Flat Pattern Configuration Into The Drawing As A Reg Flats Patterns Pattern Notes
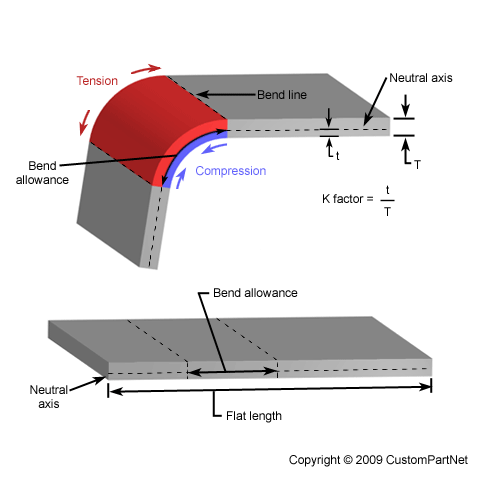
Sheet Metal Forming

Solidworks Sheet Metal Tutorial Panel Youtube Sheet Metal Sheet Metal Drawing Sheet Metal Work

Pin On Solidworks

Bend Order In Solidworks Sheet Metal Parts Solidworks Sheet Metal Solid Works

Fabrication Formulas Sheetmetal Me

Solidworks Sheet Metal Drawing Tutorial Bend Line Flat Pattern Unfolded Bend Table Punch Table Youtube

Pin Em Solidworks

Solidworks Sheet Metal Forming Tool Exercise Youtube Solidworks Sheet Metal Solidworks Tutorial

Solidworks Sheet Metal Exercise Basics Youtube Sheet Metal Sheet Metal Drawing Solidworks

Sheet Metal Bending Metal Bending Sheet Metal Metal Forming
Impossible Modeling Challenges Part 3 Un Bend A Square Profile In Multiple Directions Engineers Rule

Solidworks Sheet Metal Gusset Tutorial Youtube Solidworks Sheet Metal Tutorial

Design And Build An English Wheel English Wheel Metal Fabrication Tools Metal Working

Pin By George Carpenter On Hammer And Stake Repousse Sheet Metal Sheet Metal Tools Sheet Metal Work

What Is Bend Allowance K Factor Y Factor Bend Table In 2020 Sheet Metal Fabrication Allowance Metal Fabrication

Pin On Solidworks
3

Oblique Cone Off Centre Cone Radial Line Method Sheet Metal Drawing Sheet Metal Fabrication Sheet Metal Work

How To Make Custom Forming Tool In Solidworks Sheet Metal Youtube Solidworks Tutorial Solidworks Sheet Metal

English Wheel Assembly Plan In 2020 English Wheel Metal Working Tools Metal Tools

Graitec Autodesk Inventor Sheet Metal Design Rules Sheet Metal Sheet Metal Fabrication Metal Design

Diy Sheet Metal Bender Brake Sheet Metal Bender Metal Bender Sheet Metal Brake

Pin By Frank Wilson On English Wheel English Wheel Metal Working Tools Sheet Metal Bender

How Can I Convert This To Sheet Metal So That I Can Add Flanges And Flatten It Sheet Metal Canning Metal

Making A Metal Brake All Metalshaping In 2020 Sheet Metal Brake Sheet Metal Sheet Metal Fabrication

What Is Sheet Metal Fabrication Process In 2020 Sheet Metal Fabrication Metal Fabrication Sheet Metal

Design And Build An English Wheel Bending Machine English Wheel Car Body Parts English

An Easy To Follow Step By Step Tutorial On Building Sheet Metal Brakes Sheet Metal Brake Sheet Metal Metal Bending Tools

Mini Bending Brake Metal Working Tools Metal Working Metal Tools

Flat Recess Dimple Die 1 4 20x 100 X3 4 Sheet Metal Tools Metal Bending Tools Garage Tools

Creating Bends From A Line

Design And Build An English Wheel English Wheel Metal Fabrication Tools Metal Working Tools

Sheet Metal Design Guide Geomiq

Homemade Sheet Metal Bender Sheet Metal Bender Metal Bender Metal Working Tools

Design And Build An English Wheel English Wheel Belt Grinder Plans Custom Metal Fabrication

Development Of Surfaces Sheet Metal Drawing Sheet Metal Work Sheet Metal Fabrication

Design And Build An English Wheel English Wheel Custom Metal Fabrication Metal Furniture Design

This Polishing Machine Is Used To Polish Metal Sheet And Plate It Has Two Grinding Head So With Images Stainless Steel Flat Bar Stainless Steel Sheet Stainless Steel Tanks
Rotary Bending Of Sheet Metal Sheet Metal Metal Bending Sheet

Double Edge Rollers Metal Bending Tools Metal Bending Metal Projects

Development Of Surfaces Metal Drawing Sheet Metal Fabrication Geometric Shapes Art
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Source : pinterest.com
